Pallet lifter:
The reciprocating elevator is simple in design, extremely durable and safe to operate, and is widely used in warehouses, production lines and distribution centers. Combined with conveyors, intelligent control system and other accessories, it can realize the vertical transfer and delivery of pallets on different floors or at different levels. The reciprocating elevator designed by our company is connected with the cargo conveyer to the counterweight through four high-strength chains, both of which realize the stability of the carrier through the guide device. The framework adopts the modular design idea, which is very convenient to assemble and disassemble.
One. main structure and features:
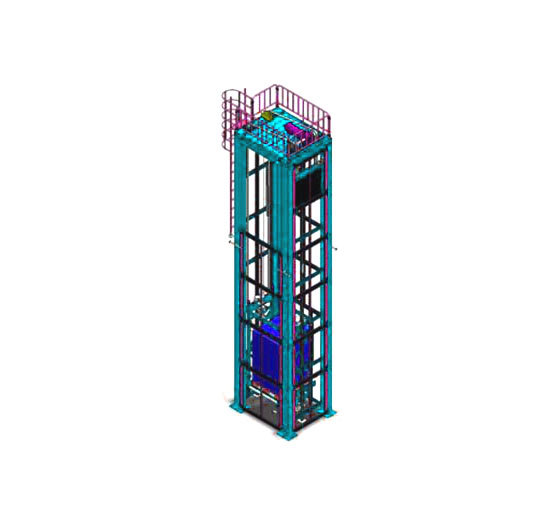
Body: the hoist adopts the frame structure of four columns, the top beam is connected, and the driving device is located at the top of the lift.
Lifting platform: lifting platform is connected with the host frame by lifting chain, and guided by guide roller and guide rail, the other end of lifting chain is connected with balanced counterweight block.
Table carrier: roller table machine/chain machine/fork can be installed, which can be configured according to actual project requirements.
Guide rail and wheel: the guide rail and wheel of this elevator adopt the guide rail and wheel of elevator, and adopt the elevator standard.
Maintenance ladder: for maintenance safety and convenience. The elevator is equipped with professional cage type maintenance ladder.
Surface sealing: steel plate type, mesh type; Note: in this project, the screen type is adopted as the surface sealing treatment method;
Security precautions:
Mechanical stops: mechanical stops with buffering devices will be provided on the top and bottom of the hoist to ensure a certain buffering function when the platform falls due to electrical failure or other mechanical failure.
Overload detection: when the lifting motor is overloaded, the thermal relay and frequency converter will stop working, thus effectively protecting the motor.
Stall protection: when the hoist breaks the chain, the program is out of order, the motor brake is out of order and the manual operation is incorrect, the lifting goods will rise or fall rapidly due to the gravity, causing unnecessary loss and unsafe, so the hoist stall protection function is particularly important. We use the commercial elevator standard speed limiter, can effectively ensure that the hoist in the predetermined speed range. - optional
Broken chain protection: the lifting chain is not safe once broken during use. Our hoist is lifted by 4 chains. If one chain is broken, it will not fall off according to the goods. Moreover, each chain has broken chain detection.
Safety warning: in addition to pasting warning signs, a safety fence will be installed around the conveyor -- optional, so as to prevent random personnel from approaching the hoist.
Surface coating: parts are brushed with steel wire, sandpaper, etched to remove rust and grease. After phosphating, the surface is sprayed with electrostatic epoxy powder and baked. The thickness of resin is between 60 m and 90 m.
Two. Main performance and parameters:
| Description Four column frame type Use weight block inside Guide rails with elevator requirements Four 16A-1 lifting chain Drive unit at the top Mesh cover around Roller conveyor/chain conveyor inside Broken chain protection device |
Type | |
Standard | Description |
Length of inside conveyor L (mm) | L= pallet length + 200 |
Height (mm) | Min height of conveyor connecting to lifter is 500mm Min. top height of lifter = conveyor height + Pallet height + 1500 |
Width of lifter W (mm) | W=pallet width +950( inside chain conveyor) W=pallet width +1030(inside roller conveyor) |
Motor power P (kw) | Lift:7.5~11 Transfer:0.75~1.5(chain conveyor) 0.37~0.75(roller conveyor) |
Lift speed V (m/min) | Max 60 |
Unit payload(Kg) | Max 1500Kg |